

കാർബൺ ഫൈബർ 95% ൽ കൂടുതൽ കാർബൺ ഉള്ളടക്കമുള്ള ഒരു ഫൈബർ മെറ്റീരിയലാണ് ഇത്. ഇതിന് മികച്ച മെക്കാനിക്കൽ, കെമിക്കൽ, ഇലക്ട്രിക്കൽ, മറ്റ് മികച്ച ഗുണങ്ങളുണ്ട്. ഇത് "പുതിയ വസ്തുക്കളുടെ രാജാവ്" ആണ്, കൂടാതെ സൈനിക, സിവിലിയൻ വികസനത്തിൽ കുറവുള്ള ഒരു തന്ത്രപരമായ വസ്തുവാണ്. "കറുത്ത സ്വർണ്ണം" എന്നറിയപ്പെടുന്നു.
കാർബൺ ഫൈബറിന്റെ ഉത്പാദന ശ്രേണി ഇപ്രകാരമാണ്:

നേർത്ത കാർബൺ ഫൈബർ എങ്ങനെയാണ് നിർമ്മിക്കുന്നത്?
കാർബൺ ഫൈബർ ഉൽപ്പാദന പ്രക്രിയ സാങ്കേതികവിദ്യ ഇതുവരെ വികസിക്കുകയും പക്വത പ്രാപിക്കുകയും ചെയ്തിട്ടുണ്ട്. കാർബൺ ഫൈബർ സംയോജിത വസ്തുക്കളുടെ തുടർച്ചയായ വികസനത്തോടെ, ജീവിതത്തിന്റെ എല്ലാ മേഖലകളിലും ഇത് കൂടുതൽ കൂടുതൽ അനുകൂലമായി കാണപ്പെടുന്നു, പ്രത്യേകിച്ച് വ്യോമയാനം, ഓട്ടോമൊബൈൽ, റെയിൽ, കാറ്റാടി വൈദ്യുതി ബ്ലേഡുകൾ മുതലായവയുടെ ശക്തമായ വളർച്ചയും അതിന്റെ പ്രേരക ഫലമായ കാർബൺ ഫൈബർ വ്യവസായത്തിന്റെ വികസനവും. സാധ്യതകൾ കൂടുതൽ വിശാലമാണ്.
കാർബൺ ഫൈബർ വ്യവസായ ശൃംഖലയെ അപ്സ്ട്രീം, ഡൗൺസ്ട്രീം എന്നിങ്ങനെ വിഭജിക്കാം. അപ്സ്ട്രീം സാധാരണയായി കാർബൺ ഫൈബർ-നിർദ്ദിഷ്ട വസ്തുക്കളുടെ ഉൽപാദനത്തെ സൂചിപ്പിക്കുന്നു; ഡൗൺസ്ട്രീം സാധാരണയായി കാർബൺ ഫൈബർ ആപ്ലിക്കേഷൻ ഘടകങ്ങളുടെ ഉൽപാദനത്തെ സൂചിപ്പിക്കുന്നു. അപ്സ്ട്രീമിനും ഡൗൺസ്ട്രീമിനും ഇടയിലുള്ള കമ്പനികൾക്ക് കാർബൺ ഫൈബർ ഉൽപാദന പ്രക്രിയയിൽ ഉപകരണ ദാതാക്കളായി അവരെ കണക്കാക്കാം. ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നതുപോലെ:
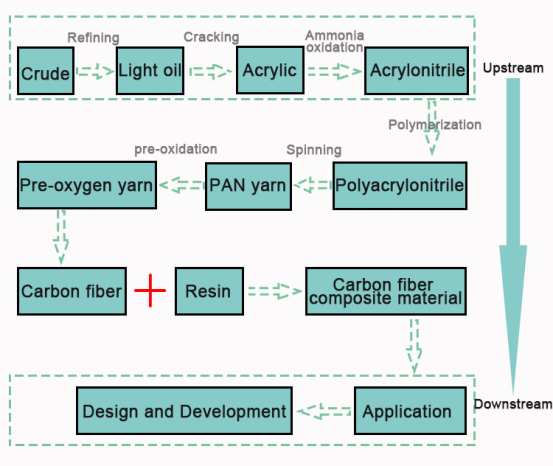
കാർബൺ ഫൈബർ വ്യവസായ ശൃംഖലയുടെ മുകളിലേക്ക് അസംസ്കൃത സിൽക്ക് മുതൽ കാർബൺ ഫൈബർ വരെയുള്ള മുഴുവൻ പ്രക്രിയയും ഓക്സിഡേഷൻ ചൂളകൾ, കാർബണൈസേഷൻ ചൂളകൾ, ഗ്രാഫിറ്റൈസേഷൻ ചൂളകൾ, ഉപരിതല സംസ്കരണം, വലുപ്പം മാറ്റൽ തുടങ്ങിയ പ്രക്രിയകളിലൂടെ കടന്നുപോകേണ്ടതുണ്ട്. ഫൈബർ ഘടനയിൽ കാർബൺ ഫൈബർ ആധിപത്യം പുലർത്തുന്നു.
കാർബൺ ഫൈബർ വ്യവസായ ശൃംഖലയുടെ അപ്സ്ട്രീം പെട്രോകെമിക്കൽ വ്യവസായത്തിന്റേതാണ്, കൂടാതെ അക്രിലോണിട്രൈൽ പ്രധാനമായും അസംസ്കൃത എണ്ണ ശുദ്ധീകരണം, ക്രാക്കിംഗ്, അമോണിയ ഓക്സിഡേഷൻ മുതലായവയിലൂടെയാണ് ലഭിക്കുന്നത്; പോളിഅക്രിലോണിട്രൈൽ പ്രികർസർ ഫൈബർ, കാർബൺ ഫൈബർ പ്രീ-ഓക്സിഡൈസ് ചെയ്ത് പ്രികർസർ ഫൈബറിനെ കാർബണൈസ് ചെയ്ത് ലഭിക്കുന്നു, കൂടാതെ കാർബൺ ഫൈബർ കോമ്പോസിറ്റ് മെറ്റീരിയൽ ആപ്ലിക്കേഷൻ ആവശ്യകതകൾ നിറവേറ്റുന്നതിനായി കാർബൺ ഫൈബറും ഉയർന്ന നിലവാരമുള്ള റെസിനും സംസ്കരിക്കുന്നതിലൂടെ ലഭിക്കും.
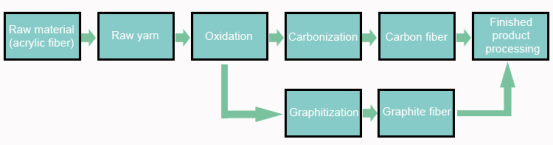
കാർബൺ ഫൈബറിന്റെ നിർമ്മാണ പ്രക്രിയയിൽ പ്രധാനമായും ഡ്രോയിംഗ്, ഡ്രാഫ്റ്റിംഗ്, സ്റ്റെബിലൈസേഷൻ, കാർബണൈസേഷൻ, ഗ്രാഫിറ്റൈസേഷൻ എന്നിവ ഉൾപ്പെടുന്നു. ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നതുപോലെ:
ഡ്രോയിംഗ്:കാർബൺ ഫൈബറിന്റെ ഉൽപാദന പ്രക്രിയയിലെ ആദ്യ ഘട്ടമാണിത്. ഇത് പ്രധാനമായും അസംസ്കൃത വസ്തുക്കളെ നാരുകളായി വേർതിരിക്കുന്നു, ഇത് ഒരു ഭൗതിക മാറ്റമാണ്. ഈ പ്രക്രിയയിൽ, കറങ്ങുന്ന ദ്രാവകത്തിനും കോഗ്യുലേഷൻ ദ്രാവകത്തിനും ഇടയിലുള്ള മാസ് ട്രാൻസ്ഫറും താപ ട്രാൻസ്ഫറും, ഒടുവിൽ പാൻ അവക്ഷിപ്തവും സംഭവിക്കുന്നു. ഫിലമെന്റുകൾ ഒരു ജെൽ ഘടന ഉണ്ടാക്കുന്നു.
ഡ്രാഫ്റ്റിംഗ്:ഓറിയന്റഡ് ഫൈബറുകളുടെ സ്ട്രെച്ചിംഗ് ഇഫക്റ്റുമായി ചേർന്ന് പ്രവർത്തിക്കാൻ 100 മുതൽ 300 ഡിഗ്രി വരെ താപനില ആവശ്യമാണ്. പാൻ ഫൈബറുകളുടെ ഉയർന്ന മോഡുലസ്, ഉയർന്ന ബലപ്പെടുത്തൽ, സാന്ദ്രത, ശുദ്ധീകരണം എന്നിവയിലെ ഒരു പ്രധാന ഘട്ടം കൂടിയാണിത്.
സ്ഥിരത:400 ഡിഗ്രിയിൽ ചൂടാക്കി ഓക്സീകരിക്കുന്ന രീതിയിലൂടെ തെർമോപ്ലാസ്റ്റിക് പാൻ ലീനിയർ മാക്രോമോളിക്യുലാർ ശൃംഖല ഒരു നോൺ-പ്ലാസ്റ്റിക് താപ-പ്രതിരോധശേഷിയുള്ള ട്രപസോയിഡൽ ഘടനയായി രൂപാന്തരപ്പെടുന്നു, അങ്ങനെ അത് ഉയർന്ന താപനിലയിൽ ഉരുകുകയോ കത്തുകയോ ചെയ്യില്ല, ഫൈബർ ആകൃതി നിലനിർത്തുന്നു, കൂടാതെ തെർമോഡൈനാമിക്സ് സ്ഥിരതയുള്ള അവസ്ഥയിലാണ്.
കാർബണൈസേഷൻ:1,000 മുതൽ 2,000 ഡിഗ്രി വരെ താപനിലയിൽ പാനിലെ കാർബൺ അല്ലാത്ത മൂലകങ്ങളെ പുറന്തള്ളേണ്ടത് ആവശ്യമാണ്, ഒടുവിൽ 90% ൽ കൂടുതൽ കാർബൺ ഉള്ളടക്കമുള്ള ടർബോസ്ട്രാറ്റിക് ഗ്രാഫൈറ്റ് ഘടനയുള്ള കാർബൺ നാരുകൾ ഉത്പാദിപ്പിക്കുക.
ഗ്രാഫിറ്റൈസേഷൻ: രൂപരഹിതവും ടർബോസ്ട്രാറ്റിക് കാർബണൈസ് ചെയ്തതുമായ വസ്തുക്കളെ ത്രിമാന ഗ്രാഫൈറ്റ് ഘടനകളാക്കി മാറ്റുന്നതിന് 2,000 മുതൽ 3,000 ഡിഗ്രി വരെ താപനില ആവശ്യമാണ്, ഇത് കാർബൺ നാരുകളുടെ മോഡുലസ് മെച്ചപ്പെടുത്തുന്നതിനുള്ള പ്രധാന സാങ്കേതിക അളവുകോലാണ്.
അസംസ്കൃത സിൽക്ക് ഉൽപാദന പ്രക്രിയയിൽ നിന്ന് പൂർത്തിയായ ഉൽപ്പന്നത്തിലേക്ക് കാർബൺ ഫൈബറിന്റെ വിശദമായ പ്രക്രിയ, പാൻ അസംസ്കൃത സിൽക്ക് മുമ്പത്തെ അസംസ്കൃത സിൽക്ക് ഉൽപാദന പ്രക്രിയയിലൂടെയാണ് ഉത്പാദിപ്പിക്കുന്നത് എന്നതാണ്. വയർ ഫീഡറിന്റെ നനഞ്ഞ ചൂട് ഉപയോഗിച്ച് പ്രീ-ഡ്രോയിംഗിന് ശേഷം, ഡ്രോയിംഗ് മെഷീൻ അത് തുടർച്ചയായി പ്രീ-ഓക്സിഡേഷൻ ഫർണസിലേക്ക് മാറ്റുന്നു. പ്രീ-ഓക്സിഡേഷൻ ഫർണസ് ഗ്രൂപ്പിലെ വ്യത്യസ്ത ഗ്രേഡിയന്റ് താപനിലകളിൽ ചുട്ടുപഴുപ്പിച്ച ശേഷം, ഓക്സിഡൈസ് ചെയ്ത നാരുകൾ രൂപം കൊള്ളുന്നു, അതായത്, പ്രീ-ഓക്സിഡൈസ് ചെയ്ത നാരുകൾ; ഇടത്തരം താപനിലയും ഉയർന്ന താപനിലയുമുള്ള കാർബണൈസേഷൻ ചൂളകളിലൂടെ കടന്നുപോയ ശേഷം പ്രീ-ഓക്സിഡൈസ് ചെയ്ത നാരുകൾ കാർബൺ നാരുകളായി രൂപപ്പെടുന്നു; കാർബൺ ഫൈബർ ഉൽപ്പന്നങ്ങൾ ലഭിക്കുന്നതിന് കാർബൺ നാരുകൾ അന്തിമ ഉപരിതല ചികിത്സ, വലുപ്പം, ഉണക്കൽ, മറ്റ് പ്രക്രിയകൾ എന്നിവയ്ക്ക് വിധേയമാക്കുന്നു. തുടർച്ചയായ വയർ ഫീഡിംഗിന്റെയും കൃത്യമായ നിയന്ത്രണത്തിന്റെയും മുഴുവൻ പ്രക്രിയയും, ഏതൊരു പ്രക്രിയയിലും ഒരു ചെറിയ പ്രശ്നം സ്ഥിരതയുള്ള ഉൽപാദനത്തെയും അന്തിമ കാർബൺ ഫൈബർ ഉൽപ്പന്നത്തിന്റെ ഗുണനിലവാരത്തെയും ബാധിക്കും. കാർബൺ ഫൈബർ ഉൽപാദനത്തിന് ഒരു നീണ്ട പ്രക്രിയ പ്രവാഹം, നിരവധി സാങ്കേതിക പ്രധാന പോയിന്റുകൾ, ഉയർന്ന ഉൽപാദന തടസ്സങ്ങൾ എന്നിവയുണ്ട്. ഇത് ഒന്നിലധികം വിഷയങ്ങളുടെയും സാങ്കേതികവിദ്യകളുടെയും സംയോജനമാണ്.
മുകളിൽ പറഞ്ഞത് കാർബൺ ഫൈബറിന്റെ നിർമ്മാണമാണ്, കാർബൺ ഫൈബർ തുണി എങ്ങനെ ഉപയോഗിക്കുന്നുവെന്ന് നോക്കാം!
കാർബൺ ഫൈബർ തുണി ഉൽപ്പന്നങ്ങളുടെ സംസ്കരണം
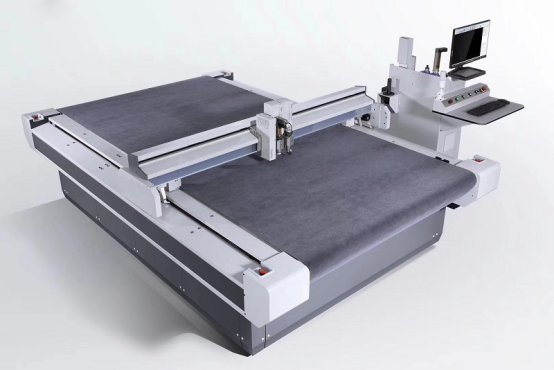
1. മുറിക്കൽ
മൈനസ് 18 ഡിഗ്രിയിൽ കോൾഡ് സ്റ്റോറേജിൽ നിന്ന് പ്രീപ്രെഗ് പുറത്തെടുക്കുന്നു. ഉണർന്നതിനുശേഷം, ഓട്ടോമാറ്റിക് കട്ടിംഗ് മെഷീനിലെ മെറ്റീരിയൽ ഡയഗ്രം അനുസരിച്ച് മെറ്റീരിയൽ കൃത്യമായി മുറിക്കുക എന്നതാണ് ആദ്യപടി.
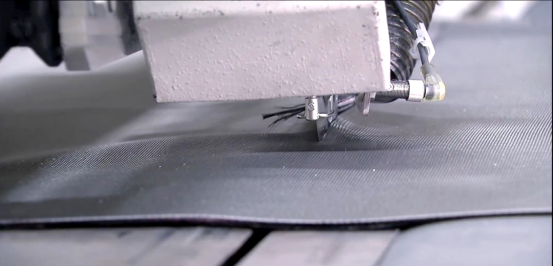
2. പേവിംഗ്
രണ്ടാമത്തെ ഘട്ടം ലേയിംഗ് ടൂളിൽ പ്രീപ്രെഗ് വയ്ക്കുക, ഡിസൈൻ ആവശ്യകതകൾക്കനുസരിച്ച് വ്യത്യസ്ത പാളികൾ ഇടുക എന്നതാണ്. എല്ലാ പ്രക്രിയകളും ലേസർ പൊസിഷനിംഗിലാണ് നടത്തുന്നത്.
3. രൂപീകരണം
ഒരു ഓട്ടോമേറ്റഡ് ഹാൻഡ്ലിംഗ് റോബോട്ട് വഴി, പ്രീഫോം കംപ്രഷൻ മോൾഡിംഗിനായി മോൾഡിംഗ് മെഷീനിലേക്ക് അയയ്ക്കുന്നു.
4. മുറിക്കൽ
രൂപപ്പെടുത്തിയ ശേഷം, വർക്ക്പീസിന്റെ ഡൈമൻഷണൽ കൃത്യത ഉറപ്പാക്കുന്നതിന്, നാലാമത്തെ ഘട്ടമായ കട്ടിംഗ്, ഡീബറിംഗ് എന്നിവയ്ക്കായി വർക്ക്പീസ് കട്ടിംഗ് റോബോട്ട് വർക്ക്സ്റ്റേഷനിലേക്ക് അയയ്ക്കുന്നു. ഈ പ്രക്രിയ CNC-യിലും പ്രവർത്തിപ്പിക്കാൻ കഴിയും.
5. വൃത്തിയാക്കൽ
അഞ്ചാമത്തെ ഘട്ടം, തുടർന്നുള്ള ഗ്ലൂ കോട്ടിംഗ് പ്രക്രിയയ്ക്ക് സൗകര്യപ്രദമായ റിലീസ് ഏജന്റ് നീക്കം ചെയ്യുന്നതിനായി ക്ലീനിംഗ് സ്റ്റേഷനിൽ ഡ്രൈ ഐസ് ക്ലീനിംഗ് നടത്തുക എന്നതാണ്.
6. പശ
ആറാമത്തെ ഘട്ടം ഗ്ലൂയിംഗ് റോബോട്ട് സ്റ്റേഷനിൽ സ്ട്രക്ചറൽ പശ പ്രയോഗിക്കുക എന്നതാണ്. ഗ്ലൂയിംഗ് സ്ഥാനം, ഗ്ലൂ വേഗത, ഗ്ലൂ ഔട്ട്പുട്ട് എന്നിവയെല്ലാം കൃത്യമായി ക്രമീകരിച്ചിരിക്കുന്നു. ലോഹ ഭാഗങ്ങളുമായുള്ള കണക്ഷന്റെ ഒരു ഭാഗം റിവേറ്റ് ചെയ്തിരിക്കുന്നു, ഇത് റിവറ്റിംഗ് സ്റ്റേഷനിൽ നടത്തുന്നു.
7. അസംബ്ലി പരിശോധന
പശ പ്രയോഗിച്ച ശേഷം, അകത്തെയും പുറത്തെയും പാനലുകൾ കൂട്ടിച്ചേർക്കുന്നു. പശ ഭേദമായ ശേഷം, കീഹോളുകൾ, പോയിന്റുകൾ, രേഖകൾ, പ്രതലങ്ങൾ എന്നിവയുടെ ഡൈമൻഷണൽ കൃത്യത ഉറപ്പാക്കാൻ നീല വെളിച്ചം കണ്ടെത്തൽ നടത്തുന്നു.
കാർബൺ ഫൈബർ പ്രോസസ്സ് ചെയ്യാൻ കൂടുതൽ ബുദ്ധിമുട്ടാണ്
കാർബൺ ഫൈബറിന് കാർബൺ വസ്തുക്കളുടെ ശക്തമായ ടെൻസൈൽ ശക്തിയും നാരുകളുടെ മൃദുവായ പ്രോസസ്സിംഗ് ശേഷിയും ഉണ്ട്. മികച്ച മെക്കാനിക്കൽ ഗുണങ്ങളുള്ള ഒരു പുതിയ മെറ്റീരിയലാണ് കാർബൺ ഫൈബർ. ഉദാഹരണത്തിന് കാർബൺ ഫൈബറും നമ്മുടെ സാധാരണ സ്റ്റീലും എടുക്കുക, കാർബൺ ഫൈബറിന്റെ ശക്തി ഏകദേശം 400 മുതൽ 800 MPa വരെയാണ്, അതേസമയം സാധാരണ സ്റ്റീലിന്റെ ശക്തി 200 മുതൽ 500 MPa വരെയാണ്. കാഠിന്യം നോക്കുമ്പോൾ, കാർബൺ ഫൈബറും സ്റ്റീലും അടിസ്ഥാനപരമായി സമാനമാണ്, വ്യക്തമായ വ്യത്യാസമില്ല.
കാർബൺ ഫൈബറിന് ഉയർന്ന ശക്തിയും ഭാരം കുറവുമാണ്, അതിനാൽ കാർബൺ ഫൈബറിനെ പുതിയ വസ്തുക്കളുടെ രാജാവ് എന്ന് വിളിക്കാം. ഈ നേട്ടം കാരണം, കാർബൺ ഫൈബർ റീഇൻഫോഴ്സ്ഡ് കോമ്പോസിറ്റുകളുടെ (CFRP) സംസ്കരണ സമയത്ത്, മാട്രിക്സിനും നാരുകൾക്കും സങ്കീർണ്ണമായ ആന്തരിക ഇടപെടലുകൾ ഉണ്ട്, ഇത് അവയുടെ ഭൗതിക ഗുണങ്ങളെ ലോഹങ്ങളുടേതിൽ നിന്ന് വ്യത്യസ്തമാക്കുന്നു. CFRP യുടെ സാന്ദ്രത ലോഹങ്ങളേക്കാൾ വളരെ ചെറുതാണ്, അതേസമയം ശക്തി മിക്ക ലോഹങ്ങളേക്കാളും കൂടുതലാണ്. CFRP യുടെ അസമത്വം കാരണം, പ്രോസസ്സിംഗ് സമയത്ത് ഫൈബർ പുൾ-ഔട്ട് അല്ലെങ്കിൽ മാട്രിക്സ് ഫൈബർ വേർപിരിയൽ പലപ്പോഴും സംഭവിക്കാറുണ്ട്; CFRP ന് ഉയർന്ന താപ പ്രതിരോധവും വസ്ത്രധാരണ പ്രതിരോധവുമുണ്ട്, ഇത് പ്രോസസ്സിംഗ് സമയത്ത് ഉപകരണങ്ങളിൽ കൂടുതൽ ആവശ്യകത ഉണ്ടാക്കുന്നു, അതിനാൽ ഉൽപാദന പ്രക്രിയയിൽ വലിയ അളവിൽ കട്ടിംഗ് താപം ഉത്പാദിപ്പിക്കപ്പെടുന്നു, ഇത് ഉപകരണങ്ങൾ ധരിക്കുന്നതിന് കൂടുതൽ ഗുരുതരമാണ്.
അതേസമയം, അതിന്റെ ആപ്ലിക്കേഷൻ ഫീൽഡുകളുടെ തുടർച്ചയായ വികാസത്തോടെ, ആവശ്യകതകൾ കൂടുതൽ കൂടുതൽ സൂക്ഷ്മമായിക്കൊണ്ടിരിക്കുകയാണ്, കൂടാതെ മെറ്റീരിയലുകളുടെ പ്രയോഗക്ഷമതയ്ക്കും CFRP യുടെ ഗുണനിലവാര ആവശ്യകതകൾക്കുമുള്ള ആവശ്യകതകൾ കൂടുതൽ കൂടുതൽ കർശനമായിക്കൊണ്ടിരിക്കുകയാണ്, ഇത് പ്രോസസ്സിംഗ് ചെലവ് വർദ്ധിക്കുന്നതിനും കാരണമാകുന്നു.
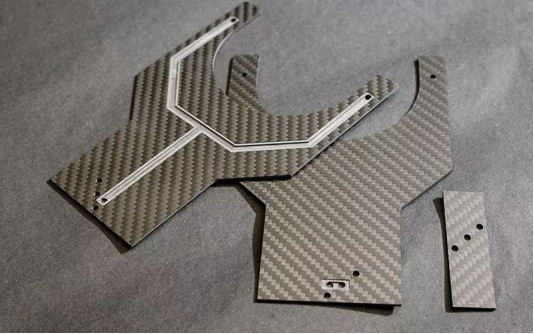
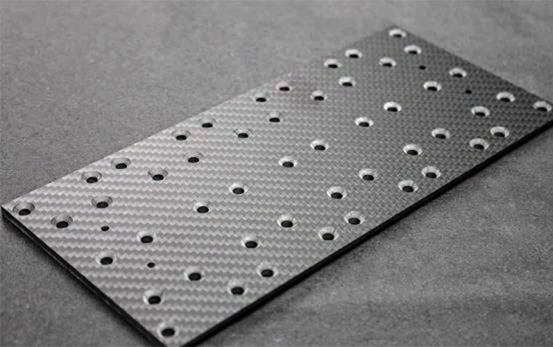
കാർബൺ ഫൈബർ ബോർഡിന്റെ പ്രോസസ്സിംഗ്
കാർബൺ ഫൈബർ ബോർഡ് ക്യൂർ ചെയ്ത് രൂപപ്പെടുത്തിയ ശേഷം, കൃത്യത ആവശ്യകതകൾക്കോ അസംബ്ലി ആവശ്യങ്ങൾക്കോ കട്ടിംഗ്, ഡ്രില്ലിംഗ് തുടങ്ങിയ പോസ്റ്റ്-പ്രോസസ്സിംഗ് ആവശ്യമാണ്. കട്ടിംഗ് പ്രോസസ് പാരാമീറ്ററുകൾ, കട്ടിംഗ് ഡെപ്ത് തുടങ്ങിയ അതേ സാഹചര്യങ്ങളിൽ, വ്യത്യസ്ത വസ്തുക്കളുടെയും വലുപ്പങ്ങളുടെയും ആകൃതികളുടെയും ഉപകരണങ്ങളും ഡ്രില്ലുകളും തിരഞ്ഞെടുക്കുന്നത് വളരെ വ്യത്യസ്തമായ ഫലങ്ങൾ ഉണ്ടാക്കും. അതേസമയം, ഉപകരണങ്ങളുടെയും ഡ്രില്ലുകളുടെയും ശക്തി, ദിശ, സമയം, താപനില തുടങ്ങിയ ഘടകങ്ങളും പ്രോസസ്സിംഗ് ഫലങ്ങളെ ബാധിക്കും.
പ്രോസസ്സിംഗിന് ശേഷമുള്ള പ്രക്രിയയിൽ, ഡയമണ്ട് കോട്ടിംഗും സോളിഡ് കാർബൈഡ് ഡ്രിൽ ബിറ്റും ഉള്ള ഒരു മൂർച്ചയുള്ള ഉപകരണം തിരഞ്ഞെടുക്കാൻ ശ്രമിക്കുക. ഉപകരണത്തിന്റെയും ഡ്രിൽ ബിറ്റിന്റെയും വെയർ റെസിസ്റ്റൻസ് തന്നെ പ്രോസസ്സിംഗിന്റെ ഗുണനിലവാരവും ഉപകരണത്തിന്റെ സേവന ജീവിതവും നിർണ്ണയിക്കുന്നു. ഉപകരണവും ഡ്രിൽ ബിറ്റും വേണ്ടത്ര മൂർച്ചയുള്ളതല്ലെങ്കിൽ അല്ലെങ്കിൽ അനുചിതമായി ഉപയോഗിച്ചില്ലെങ്കിൽ, അത് തേയ്മാനം ത്വരിതപ്പെടുത്തുകയും ഉൽപ്പന്നത്തിന്റെ പ്രോസസ്സിംഗ് ചെലവ് വർദ്ധിപ്പിക്കുകയും മാത്രമല്ല, പ്ലേറ്റിന് കേടുപാടുകൾ വരുത്തുകയും ചെയ്യും, ഇത് പ്ലേറ്റിന്റെ ആകൃതിയെയും വലുപ്പത്തെയും പ്ലേറ്റിലെ ദ്വാരങ്ങളുടെയും ഗ്രൂവുകളുടെയും അളവുകളുടെ സ്ഥിരതയെയും ബാധിക്കുന്നു. മെറ്റീരിയൽ പാളികളായി കീറുകയോ ബ്ലോക്ക് തകരുകയോ ചെയ്യുന്നു, അതിന്റെ ഫലമായി മുഴുവൻ ബോർഡും സ്ക്രാപ്പ് ചെയ്യപ്പെടുകയോ ചെയ്യുന്നു.
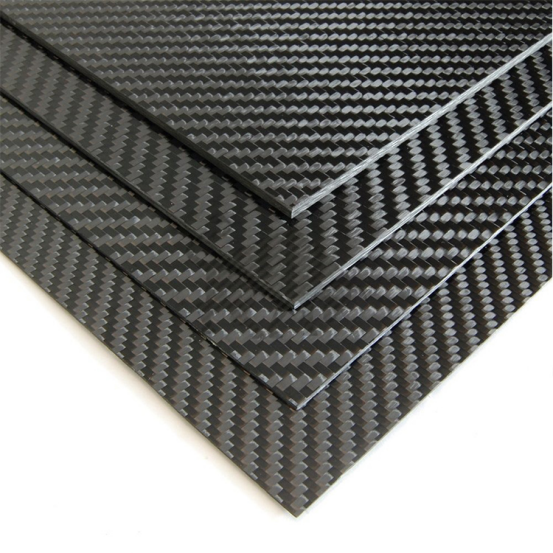
തുരക്കുമ്പോൾകാർബൺ ഫൈബർ ഷീറ്റുകൾ, വേഗത കൂടുന്തോറും ഫലം മികച്ചതായിരിക്കും. ഡ്രിൽ ബിറ്റുകളുടെ തിരഞ്ഞെടുപ്പിൽ, കാർബൺ ഫൈബർ ഷീറ്റുകൾക്ക് PCD8 ഫേസ് എഡ്ജ് ഡ്രിൽ ബിറ്റിന്റെ അതുല്യമായ ഡ്രിൽ ടിപ്പ് ഡിസൈൻ കൂടുതൽ അനുയോജ്യമാണ്, ഇത് കാർബൺ ഫൈബർ ഷീറ്റുകളിലേക്ക് നന്നായി തുളച്ചുകയറുകയും ഡീലാമിനേഷൻ സാധ്യത കുറയ്ക്കുകയും ചെയ്യും.
കട്ടിയുള്ള കാർബൺ ഫൈബർ ഷീറ്റുകൾ മുറിക്കുമ്പോൾ, ഇടത്, വലത് ഹെലിക്കൽ എഡ്ജ് ഡിസൈൻ ഉള്ള ഇരട്ട അറ്റങ്ങളുള്ള കംപ്രഷൻ മില്ലിംഗ് കട്ടർ ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നു. കട്ടിംഗ് സമയത്ത് ഉപകരണത്തിന്റെ അച്ചുതണ്ട് ബലം മുകളിലേക്കും താഴേക്കും സന്തുലിതമാക്കുന്നതിന് ഈ മൂർച്ചയുള്ള കട്ടിംഗ് എഡ്ജിൽ മുകളിലും താഴെയുമുള്ള ഹെലിക്കൽ ടിപ്പുകൾ ഉണ്ട്. , ഫലമായുണ്ടാകുന്ന കട്ടിംഗ് ഫോഴ്സ് മെറ്റീരിയലിന്റെ ഉള്ളിലേക്ക് നയിക്കപ്പെടുന്നുവെന്ന് ഉറപ്പാക്കാൻ, അതുവഴി സ്ഥിരമായ കട്ടിംഗ് അവസ്ഥകൾ നേടാനും മെറ്റീരിയൽ ഡീലാമിനേഷൻ സംഭവിക്കുന്നത് തടയാനും കഴിയും. "പൈനാപ്പിൾ എഡ്ജ്" റൂട്ടറിന്റെ മുകളിലും താഴെയുമുള്ള വജ്ര ആകൃതിയിലുള്ള അരികുകളുടെ രൂപകൽപ്പനയ്ക്ക് കാർബൺ ഫൈബർ ഷീറ്റുകൾ ഫലപ്രദമായി മുറിക്കാൻ കഴിയും. കാർബൺ ഫൈബറിന് കേടുപാടുകൾ സംഭവിക്കാതിരിക്കാൻ, കട്ടിംഗ് പ്രക്രിയയിൽ ചിപ്പുകൾ ഡിസ്ചാർജ് ചെയ്യുന്നതിലൂടെ അതിന്റെ ആഴത്തിലുള്ള ചിപ്പ് ഫ്ലൂട്ടിന് ധാരാളം കട്ടിംഗ് താപം ഇല്ലാതാക്കാൻ കഴിയും. ഷീറ്റ് പ്രോപ്പർട്ടികൾ.
01 തുടർച്ചയായ നീണ്ട ഫൈബർ

ഉൽപ്പന്ന സവിശേഷതകൾ:കാർബൺ ഫൈബർ നിർമ്മാതാക്കളുടെ ഏറ്റവും സാധാരണമായ ഉൽപ്പന്ന രൂപമായ ബണ്ടിൽ ആയിരക്കണക്കിന് മോണോഫിലമെന്റുകൾ ചേർന്നതാണ്, അവയെ ട്വിസ്റ്റിംഗ് രീതി അനുസരിച്ച് മൂന്ന് തരങ്ങളായി തിരിച്ചിരിക്കുന്നു: NT (നെവർ ട്വിസ്റ്റഡ്, അൺട്വിസ്റ്റഡ്), UT (അൺട്വിസ്റ്റഡ്, അൺട്വിസ്റ്റഡ്), TT അല്ലെങ്കിൽ ST (ട്വിസ്റ്റഡ്, ട്വിസ്റ്റഡ്), ഇതിൽ NT ആണ് ഏറ്റവും സാധാരണയായി ഉപയോഗിക്കുന്ന കാർബൺ ഫൈബർ.
പ്രധാന ആപ്ലിക്കേഷൻ:പ്രധാനമായും CFRP, CFRTP അല്ലെങ്കിൽ C/C കോമ്പോസിറ്റ് മെറ്റീരിയലുകൾ പോലുള്ള സംയുക്ത വസ്തുക്കൾക്കാണ് ഉപയോഗിക്കുന്നത്, കൂടാതെ ആപ്ലിക്കേഷൻ ഫീൽഡുകളിൽ വിമാനം/എയ്റോസ്പേസ് ഉപകരണങ്ങൾ, സ്പോർട്സ് സാധനങ്ങൾ, വ്യാവസായിക ഉപകരണ ഭാഗങ്ങൾ എന്നിവ ഉൾപ്പെടുന്നു.
02 സ്റ്റേപ്പിൾ ഫൈബർ നൂൽ

ഉൽപ്പന്ന സവിശേഷതകൾ:ചുരുക്കത്തിൽ ഷോർട്ട് ഫൈബർ നൂൽ, പൊതു ആവശ്യത്തിനുള്ള പിച്ച് അധിഷ്ഠിത കാർബൺ ഫൈബറുകൾ പോലുള്ള ഷോർട്ട് കാർബൺ ഫൈബറുകളിൽ നിന്ന് നൂൽക്കുന്ന നൂലുകൾ സാധാരണയായി ഷോർട്ട് ഫൈബറുകളുടെ രൂപത്തിലുള്ള ഉൽപ്പന്നങ്ങളാണ്.
പ്രധാന ഉപയോഗങ്ങൾ:താപ ഇൻസുലേഷൻ വസ്തുക്കൾ, ഘർഷണ വിരുദ്ധ വസ്തുക്കൾ, സി/സി സംയുക്ത ഭാഗങ്ങൾ മുതലായവ.
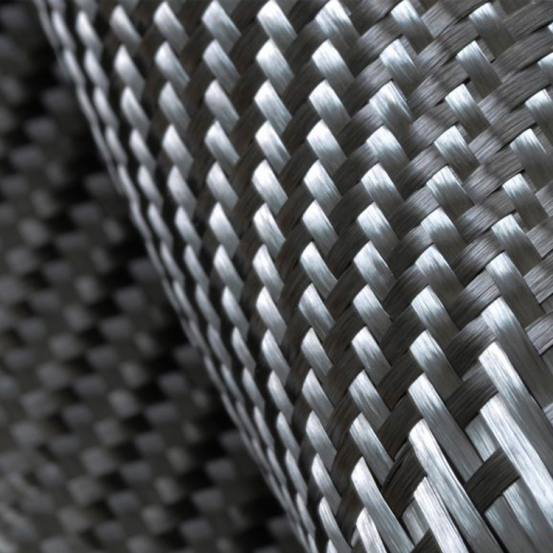
03 കാർബൺ ഫൈബർ തുണി

ഉൽപ്പന്ന സവിശേഷതകൾ:ഇത് തുടർച്ചയായ കാർബൺ ഫൈബർ അല്ലെങ്കിൽ കാർബൺ ഫൈബർ സ്പൺ നൂൽ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്.നെയ്ത്ത് രീതി അനുസരിച്ച്, കാർബൺ ഫൈബർ തുണിത്തരങ്ങളെ നെയ്ത തുണിത്തരങ്ങൾ, നെയ്ത തുണിത്തരങ്ങൾ, നോൺ-നെയ്ത തുണിത്തരങ്ങൾ എന്നിങ്ങനെ തിരിക്കാം. നിലവിൽ, കാർബൺ ഫൈബർ തുണിത്തരങ്ങൾ സാധാരണയായി നെയ്ത തുണിത്തരങ്ങളാണ്.
പ്രധാന ആപ്ലിക്കേഷൻ:തുടർച്ചയായ കാർബൺ ഫൈബറിനു സമാനമാണ്, പ്രധാനമായും CFRP, CFRTP അല്ലെങ്കിൽ C/C കോമ്പോസിറ്റ് മെറ്റീരിയലുകൾ പോലുള്ള സംയോജിത വസ്തുക്കളിൽ ഉപയോഗിക്കുന്നു, കൂടാതെ ആപ്ലിക്കേഷൻ ഫീൽഡുകളിൽ വിമാനം/എയ്റോസ്പേസ് ഉപകരണങ്ങൾ, സ്പോർട്സ് സാധനങ്ങൾ, വ്യാവസായിക ഉപകരണ ഭാഗങ്ങൾ എന്നിവ ഉൾപ്പെടുന്നു.
04 കാർബൺ ഫൈബർ ബ്രെയ്ഡഡ് ബെൽറ്റ്

ഉൽപ്പന്ന സവിശേഷതകൾ:ഇത് ഒരുതരം കാർബൺ ഫൈബർ തുണിത്തരങ്ങളിൽ പെടുന്നു, ഇത് തുടർച്ചയായ കാർബൺ ഫൈബർ അല്ലെങ്കിൽ കാർബൺ ഫൈബർ സ്പൺ നൂലിൽ നിന്ന് നെയ്തതാണ്.
പ്രധാന ഉപയോഗം:പ്രധാനമായും റെസിൻ അടിസ്ഥാനമാക്കിയുള്ള ശക്തിപ്പെടുത്തൽ വസ്തുക്കൾക്ക് ഉപയോഗിക്കുന്നു, പ്രത്യേകിച്ച് ട്യൂബുലാർ ഉൽപ്പന്നങ്ങളുടെ ഉത്പാദനത്തിനും സംസ്കരണത്തിനും.
05 അരിഞ്ഞ കാർബൺ ഫൈബർ

ഉൽപ്പന്ന സവിശേഷതകൾ:കാർബൺ ഫൈബർ സ്പൺ നൂൽ എന്ന ആശയത്തിൽ നിന്ന് വ്യത്യസ്തമായി, ഇത് സാധാരണയായി തുടർച്ചയായ കാർബൺ ഫൈബറിൽ നിന്ന് അരിഞ്ഞ സംസ്കരണത്തിലൂടെയാണ് തയ്യാറാക്കുന്നത്, കൂടാതെ ഫൈബറിന്റെ അരിഞ്ഞ നീളം ഉപഭോക്തൃ ആവശ്യങ്ങൾക്കനുസരിച്ച് മുറിക്കാൻ കഴിയും.
പ്രധാന ഉപയോഗങ്ങൾ:സാധാരണയായി പ്ലാസ്റ്റിക്, റെസിൻ, സിമന്റ് മുതലായവയുടെ മിശ്രിതമായി ഉപയോഗിക്കുന്നു, മാട്രിക്സിൽ കലർത്തുന്നതിലൂടെ, മെക്കാനിക്കൽ ഗുണങ്ങൾ, വസ്ത്രധാരണ പ്രതിരോധം, വൈദ്യുതചാലകത, താപ പ്രതിരോധം എന്നിവ മെച്ചപ്പെടുത്താൻ കഴിയും; സമീപ വർഷങ്ങളിൽ, 3D പ്രിന്റിംഗ് കാർബൺ ഫൈബർ സംയുക്തങ്ങളിലെ ശക്തിപ്പെടുത്തുന്ന നാരുകൾ കൂടുതലും അരിഞ്ഞ കാർബൺ നാരുകളാണ്. പ്രധാനം.
06 കാർബൺ ഫൈബർ പൊടിക്കൽ

ഉൽപ്പന്ന സവിശേഷതകൾ:കാർബൺ ഫൈബർ പൊട്ടുന്ന ഒരു വസ്തുവായതിനാൽ, പൊടിച്ചതിന് ശേഷം, അതായത് കാർബൺ ഫൈബർ പൊടിച്ചതിന് ശേഷം പൊടിച്ച കാർബൺ ഫൈബർ മെറ്റീരിയലായി ഇത് തയ്യാറാക്കാം.
പ്രധാന ആപ്ലിക്കേഷൻ:അരിഞ്ഞ കാർബൺ ഫൈബറിനോട് സാമ്യമുള്ളതാണ്, പക്ഷേ സിമന്റ് ബലപ്പെടുത്തലിൽ അപൂർവ്വമായി ഉപയോഗിക്കുന്നു; മാട്രിക്സിന്റെ മെക്കാനിക്കൽ ഗുണങ്ങൾ, വസ്ത്രധാരണ പ്രതിരോധം, വൈദ്യുതചാലകത, താപ പ്രതിരോധം എന്നിവ മെച്ചപ്പെടുത്തുന്നതിന് സാധാരണയായി പ്ലാസ്റ്റിക്, റെസിൻ, റബ്ബർ മുതലായവയുടെ സംയുക്തമായി ഉപയോഗിക്കുന്നു.
07 കാർബൺ ഫൈബർ മാറ്റ്

ഉൽപ്പന്ന സവിശേഷതകൾ:പ്രധാന രൂപം ഫെൽറ്റ് അല്ലെങ്കിൽ മാറ്റ് ആണ്. ആദ്യം, ഷോർട്ട് ഫൈബറുകൾ മെക്കാനിക്കൽ കാർഡിംഗും മറ്റ് രീതികളും ഉപയോഗിച്ച് പാളികളാക്കി, തുടർന്ന് സൂചി പഞ്ചിംഗ് വഴി തയ്യാറാക്കുന്നു; കാർബൺ ഫൈബർ നോൺ-നെയ്ത തുണി എന്നും അറിയപ്പെടുന്ന ഇത് ഒരുതരം കാർബൺ ഫൈബർ നെയ്ത തുണിത്തരങ്ങളിൽ പെടുന്നു.പ്രധാന ഉപയോഗങ്ങൾ:താപ ഇൻസുലേഷൻ വസ്തുക്കൾ, മോൾഡഡ് താപ ഇൻസുലേഷൻ മെറ്റീരിയൽ സബ്സ്ട്രേറ്റുകൾ, താപ-പ്രതിരോധശേഷിയുള്ള സംരക്ഷണ പാളികൾ, നാശ-പ്രതിരോധശേഷിയുള്ള പാളി സബ്സ്ട്രേറ്റുകൾ മുതലായവ.
08 കാർബൺ ഫൈബർ പേപ്പർ
ഉൽപ്പന്ന സവിശേഷതകൾ:വരണ്ടതോ നനഞ്ഞതോ ആയ പേപ്പർ നിർമ്മാണ പ്രക്രിയയിലൂടെയാണ് ഇത് കാർബൺ ഫൈബറിൽ നിന്ന് തയ്യാറാക്കുന്നത്.
പ്രധാന ഉപയോഗങ്ങൾ:ആന്റി-സ്റ്റാറ്റിക് പ്ലേറ്റുകൾ, ഇലക്ട്രോഡുകൾ, സ്പീക്കർ കോണുകൾ, ഹീറ്റിംഗ് പ്ലേറ്റുകൾ; സമീപ വർഷങ്ങളിലെ ചൂടുള്ള ആപ്ലിക്കേഷനുകൾ പുതിയ ഊർജ്ജ വാഹന ബാറ്ററി കാഥോഡ് വസ്തുക്കൾ മുതലായവയാണ്.
09 കാർബൺ ഫൈബർ പ്രീപ്രെഗ്
ഉൽപ്പന്ന സവിശേഷതകൾ:കാർബൺ ഫൈബർ ഇംപ്രെഗ്നേറ്റഡ് തെർമോസെറ്റിംഗ് റെസിൻ കൊണ്ട് നിർമ്മിച്ച ഒരു സെമി-ഹാർഡഡ് ഇന്റർമീഡിയറ്റ് മെറ്റീരിയൽ, ഇതിന് മികച്ച മെക്കാനിക്കൽ ഗുണങ്ങളുണ്ട്, ഇത് വ്യാപകമായി ഉപയോഗിക്കുന്നു; കാർബൺ ഫൈബർ പ്രീപ്രെഗിന്റെ വീതി പ്രോസസ്സിംഗ് ഉപകരണങ്ങളുടെ വലുപ്പത്തെ ആശ്രയിച്ചിരിക്കുന്നു, കൂടാതെ പൊതുവായ സവിശേഷതകളിൽ 300mm, 600mm, 1000mm വീതിയുള്ള പ്രീപ്രെഗ് മെറ്റീരിയൽ എന്നിവ ഉൾപ്പെടുന്നു.
പ്രധാന ആപ്ലിക്കേഷൻ:വിമാനം/എയ്റോസ്പേസ് ഉപകരണങ്ങൾ, സ്പോർട്സ് സാധനങ്ങൾ, വ്യാവസായിക ഉപകരണങ്ങൾ മുതലായവ.
010 കാർബൺ ഫൈബർ സംയുക്ത വസ്തു
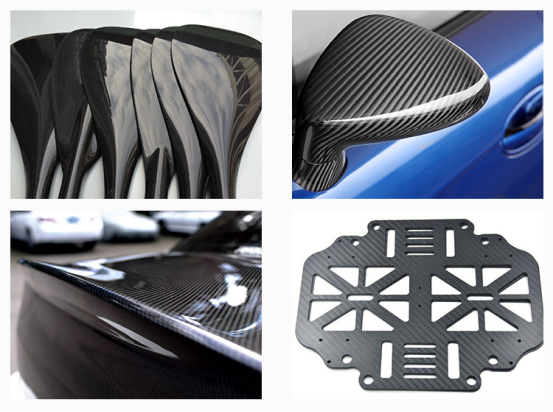
ഉൽപ്പന്ന സവിശേഷതകൾ:തെർമോപ്ലാസ്റ്റിക് അല്ലെങ്കിൽ തെർമോസെറ്റിംഗ് റെസിൻ ഉപയോഗിച്ച് കാർബൺ ഫൈബറുമായി കലർത്തി നിർമ്മിച്ച ഇഞ്ചക്ഷൻ മോൾഡിംഗ് മെറ്റീരിയൽ, മിശ്രിതത്തിൽ വിവിധ അഡിറ്റീവുകളും അരിഞ്ഞ നാരുകളും ചേർക്കുന്നു, തുടർന്ന് ഒരു സംയുക്ത പ്രക്രിയയ്ക്ക് വിധേയമാകുന്നു.
പ്രധാന ആപ്ലിക്കേഷൻ:മെറ്റീരിയലിന്റെ മികച്ച വൈദ്യുതചാലകത, ഉയർന്ന കാഠിന്യം, ഭാരം കുറഞ്ഞ ഗുണങ്ങൾ എന്നിവയെ ആശ്രയിച്ച്, ഇത് പ്രധാനമായും ഉപകരണ കേസിംഗുകളിലും മറ്റ് ഉൽപ്പന്നങ്ങളിലും ഉപയോഗിക്കുന്നു.
ഞങ്ങൾ ഉത്പാദിപ്പിക്കുന്നുഫൈബർഗ്ലാസ് ഡയറക്ട് റോവിംഗ്,ഫൈബർഗ്ലാസ് മാറ്റുകൾ, ഫൈബർഗ്ലാസ് മെഷ്, ഒപ്പംഫൈബർഗ്ലാസ് നെയ്ത റോവിംഗ്.
ഞങ്ങളെ സമീപിക്കുക :
ഫോൺ നമ്പർ:+8615823184699
ടെലിഫോൺ നമ്പർ: +8602367853804
Email:marketing@frp-cqdj.com
പോസ്റ്റ് സമയം: ജൂൺ-01-2022





